

 河北省沧州市泊头市南仓街
河北省沧州市泊头市南仓街











 我们一直致力于追求优良的设备质量,提供优越的服务。
我们一直致力于追求优良的设备质量,提供优越的服务。
 当前位置:
当前位置: 齿轮泵发热处理和零部件的维修
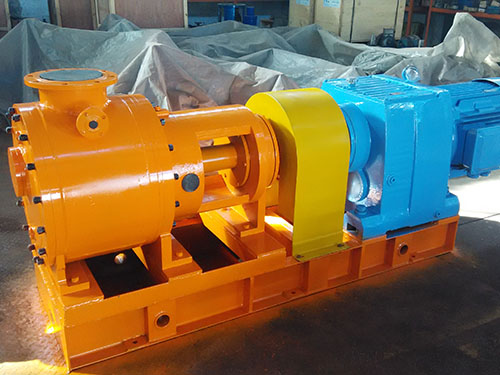
随着齿轮泵产品的用户越来越多,对于齿轮泵一些比较常见的问题也日益受到了人们的关注,在这当中,齿轮泵的磨损问题是用户们比较困扰的一个问题,而对于齿轮泵的磨损维修更是人们长期热烈讨论的一个话题。齿轮泵是一款结构、工作稳定、造价低的泵类产品,可输送无腐蚀的油类等粘性介质,而且齿轮泵本身自带阀,输送介质压头较高,齿轮泵也凭借着自身的性能与适配性了广泛的应用。但是很有朋友会发现,在使用齿轮泵时,会出现泵体发热的情况,其原因如下:
1、环境温度高,油箱容积小,散热不良,都会使泵发热。
2、齿轮泵旋转不畅的各项原因均能导致齿轮泵发热,应分别处理:
(1)齿轮油泵内有污物。解体以异物。
(2)轴向间隙或径向间隙太小。重新加以调整修配。
(3)泵与发动机联轴器的同轴度差。同轴度应在0.1mm以内。
(4)泵内零件未退磁。装配前所有零件均须退磁。
(5)工作油输出口被堵塞。异物。
(6)装配有误。齿轮油泵两销孔的加工基准面并非装配基准面,如先将销子打入,再拧紧螺钉,泵会转不动。正确的方法是,边转动齿轮泵边拧紧螺钉,之后配钻销孔并打入销子;
3、油液黏度过高或过低。重新选油。
4、侧板、轴套与齿轮端面严重摩擦。或更换。排除方法亦可参照其执行。
提高齿轮泵轴承寿命的措施
为了提高齿轮泵的使用压力,在结构上采取了种种措施,来具有高的容积效率和长的使用寿命,下面介绍提高轴承寿命的几种措施:
1、合理地选择齿轮参数来减小齿轮泵的径向力。
2、减小高压腔尺寸,为了减小作用在齿轮上的径向力,减小轴承的负载,可以将决定高压腔压出口尺寸的角度减小,有时为的压出通道面积,把压出口在轴向方向拉长,压出口呈椭圆形。
3、采用径向力液压力平衡,可以使齿轮上的径向力下降,从而减小轴承负载,不少中高压、高压齿轮泵采用这种结构。
4、轴承的工作条件,在结构上做到使油液通过轴承,以轴承的润滑和冷却条件。目前在高压齿轮泵中采用两种方法给轴承通润滑油,即压油润滑和吸油润滑。
齿轮泵零部件的维修主要有如下几个方面:
1、齿轮泵轴磨损后的维修
齿轮泵中轴的磨损主要是因为轴两端与支撑滚针间的摩擦磨损,使轴径变小。如果是轻微磨损,可通过镀一层硬铬来加大此部位轴的直径尺寸,使轴。如果轴磨损严重,则应45钢或40cr钢重新制造,轴毛坯经粗、精车后,轴承部位要热处理,硬度为hrc60-65,然后再经磨削,使轴承配合部位表面粗糙度ra不大于0.32μm;轴的圆度和圆柱度允差为0.005mm;与齿轮配合部位按h7/h6、表面粗糙度ra应不大于0.63μm。
2、齿轮泵泵体磨损后的维修
泵体内表面磨损主要是吸油区段圆弧形工作面。如果出现轻微磨损,可用油石修磨去毛刺后使用。泵体是由铸铁铸造毛坯成型,出现严重磨损时应更换新件。如果泵内齿轮两端面是用磨削,则泵体宽度尺寸也要改变,与齿轮两端修磨去掉的尺寸相等,重新加工后的泵体两端面应达到技术要求。
3、齿轮泵两端盖磨损之后的维修
齿轮泵的端盖用铸铁制造,出现磨损现象后,轻微的可在平板上研磨修平,磨损比较严重时应在平面磨床上磨削修平。修磨后的端盖与泵体配合连接的平面接触应不低于85%。平面度允差、端面对孔中心线的垂直度允差、两端面的平行度允差和两轴孔中心线的平行度允差均为o.olmm。磨削后的表面粗糙度ra应不大于1.5μm。
4、齿轮泵泵用滚针轴承的维修更换
泵中零件维修后,轴承滚针应更换。对滚针要求是:全部滚针直径的尺寸误差不应超过0.003mm,长度允差为0.1mm,与轴配合间隙应在o.olmm左右;滚针装配时要按数量要求充满轴承壳内,滚针间要相互平行布置。